关键词 |
出售冷弯成型机械设备,供应冷弯成型机械设备,供应冷弯成型机械设备,供应冷弯成型机械设备 |
面向地区 |
全国 |
冷弯成型过程中,金属板材的表面不会受到高温和氧化等因素的影响,因此成型后的产品表面质量较好,无需额外的表面处理或修复。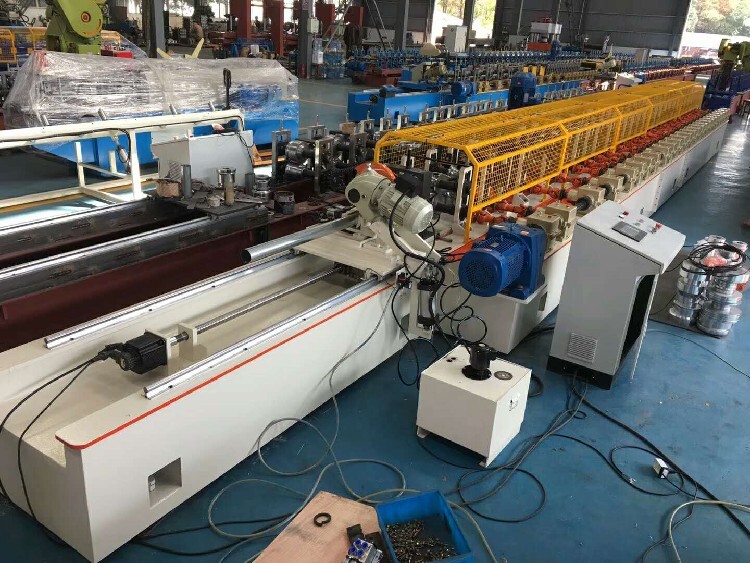
冷弯成型机(英文名称: [1]Cold Roll Forming Machine)、钢珠滑轨机轧辊设计制造特点: 1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。 2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。 4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆
冷弯机,也称弯拱机,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 了材质的强度, 提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
无芯弯管是在弯管机上利用反变形法来控制管子断面的变形,它使管子在进人弯曲变形区前,预先给以一定量的反向变形而使管子外侧向外凸出,用以抵消或减少管子在弯曲时断面的变形,从而弯管的质量。 图3所示为无芯弯管的工作原理,管子5置于弯管模1与反变形滚轮3之间,用夹块2压紧于弯管模上。当弯管模由电动机带动旋转时,管子发生弯曲。反变形滚轮使管子5压紧产生反变形,导向轮4的凹槽为半圆形,只起引导管子进入弯管模的作用。
常温下将金属板带材经弯曲变形制成型材(或零件)和焊管管筒(见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
| 主营行业:非标准件 |
| 公司主营:滚冲成型机械设备,冷弯成型机械,滚冲机械,防火阀生产线系列 |
| 采购产品:螺丝轴承 |
| 主营地区:佛山南海 |
| 企业类型:个体工商户 |
| 公司成立时间:2017-11-10 |
| 经营模式:服务型 |
| 最近年检时间:2017年 |
| 登记机关:佛山市南海区市场监督管理局 |
| 经营范围:钢压延加工;铸造机械制造;其他金属加工机械制造;机械零部件加工;五金零售。(依法须经批准的项目,经相关部门批准后方可开展经营活动。) |
| 公司邮编:528000 |
全国冷弯成型机械设备热销信息