佛山市顺天游冷弯机械有限公司
 第7年
第7年

 第7年
第7年 
第7年

来源:佛山市顺天游冷弯机械有限公司 时间:2025-02-02 02:39:33 [举报]
冷弯成型过程中,金属板材的利用率相对较高,因为该过程不涉及材料的熔化和重新凝固,避免了材料在加热和冷却过程中的损失。此外,的弯曲控制减少了废料和余料的产生。
冷弯成型机(英文名称: [1]Cold Roll Forming Machine)、钢珠滑轨机轧辊设计制造特点: 1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。 2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。 4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆
解结的方法是 a:(如图1)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。 5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。 6、滚轮加工准确度是关键,为此,制作工具在投影仪下,放大20倍进行检测。 7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。
冷弯机,也称弯拱机,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。
一种金属加工方法。在室温下将金属材料板、带材用机械弯曲成一定形状和尺寸的型材。其产品称为冷弯型材。冷弯的优点是:可以生产轧制不能生产的各种特薄、特宽和形状复杂的型材;节省金属材料;制品机械性能好。常用的加工方法有辊弯、压弯、拔弯和折弯。
冷弯型材的次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属30%以上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般产钢国家冷弯型材占轧材总量的2%~4%(高达5%)。
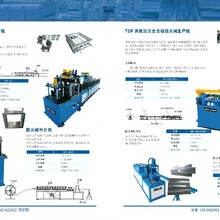
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
标签:冷弯成型机械设备,供应冷弯成型机械设备,出售冷弯成型机械设备,供应冷弯成型机械设备