
佛山市顺天游冷弯机械有限公司
基础版VIP
搜索标王
联系人:王泽顺
手机:18824822002
张家口供应冷弯成型机械,冷弯成型机械厂家报价
来源:佛山市顺天游冷弯机械有限公司
发布时间:2025-03-11 20:36:43

工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 了材质的强度, 提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
水平辊是传动机架,承担管坯变形的主要任务。立辊是被动的,设立于两架水平辊间或成组设立,主要作用是导向,也参与部分变形,并防止变形带钢回弹。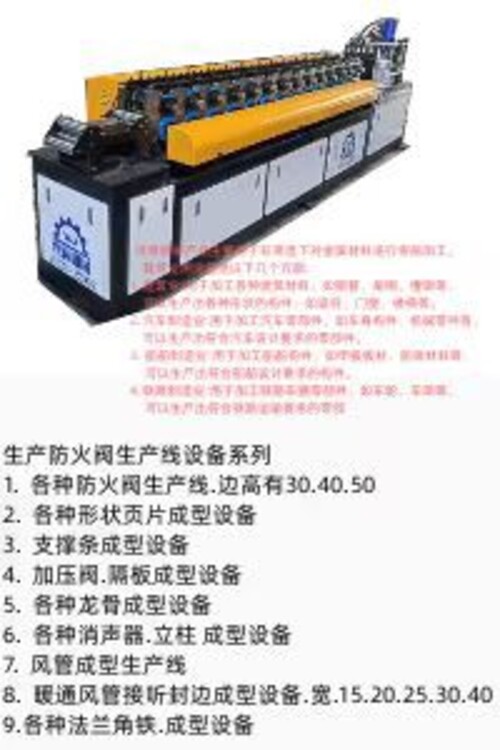
冷弯产品属经济型材,发展很快,围绕冷弯所进行的研究工作主要有以下几个方面: (1)加强冷弯成形理论(纵横向应力、应变,残余应力,宽板边部行为等)的研究;(2)新型冷弯机组的研制,使其向高速、连续、联合化方向发展,以进一步提高产量;(3)冷弯用金属材料及其成形性研究,以拓宽冷弯产品范围,同时使产品具有更好的综合性能(力学性能、防腐性能、零部件化、功能化);(4)计算机辅助设计和制造成形辊的研究。
标签:冷弯成型机械厂家报价,张家口冷弯成型机械,出售冷弯成型机械,出售冷弯成型机械
最新产品
更多








热门信息
佛山市顺天游冷弯机械有限公司 > 供应信息 > 张家口供应冷弯成型机械,冷弯成型机械厂家报价