
呼和浩特出售冷弯成型机械,冷弯成型机械厂家供应
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。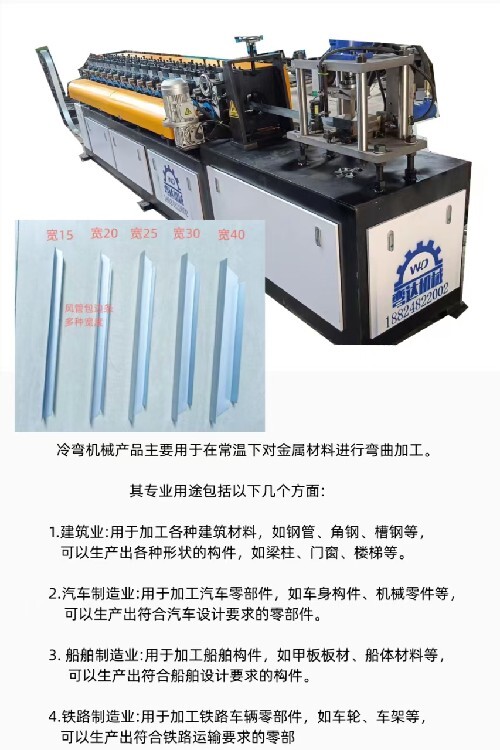
工字钢冷弯机采用数显编码器编程,使液压操纵系统定位准确,所弯型钢一次自动成型。一人操作,省时省力,一次成型,可代替5~8名工人作业。大大提高的生产效率,节省了施工成本,更加的节能环保。
工字钢冷弯机是隧道工程掘进施工防护的重要设备,主要用于隧道施工的预支护。主要应用在隧道,矿山,地铁,地下洞室,涵洞,引水洞等施工防护方面。 工字钢冷弯机主要由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电液换向阀、工作油缸、顶轮及油箱等部件组成。
常温下将金属板带材经弯曲变形制成型材(或零件)和焊管管筒(见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
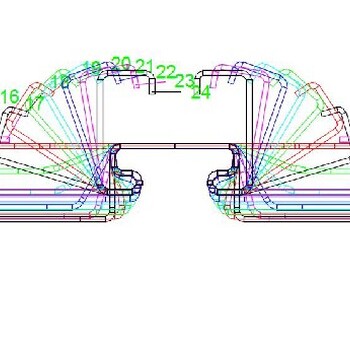
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。









